欢迎进入河南沃霖钢铁有限公司官方网站!

欢迎进入河南沃霖钢铁有限公司官方网站!

联系人:王总
手 机:18703975678
电 话:0371-55555256
0371-55555257
邮 箱:553873857@qq.com
地 址:河南省郑州市龙湖镇上湖建材大世界
网 址: www.wolingt.com
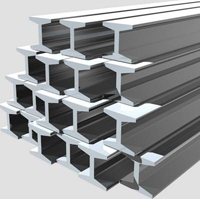
H型钢生产方法有哪些?
H型钢可用焊接或轧制两种方法生产。焊接H型钢是将厚度合适的带钢裁成合适的宽度,在接连式焊接机组大将翼缘和腹板焊接在一起。焊接H型钢有金属耗费大、不易确保产品功能均匀、尺度规范受限制等缺点。因而,H型钢以轧制方法生产为主。在现代化的轧钢生产中,运用全能轧机轧制H型钢。H型钢的腹板在上下水平辊之间进行轧制,翼缘则在水平辊旁边面和立辊之间一起轧制成形。由于仅用全能轧机尚不能对翼缘边端施以压下,这样就需要在全能机架后设置轧边端机,俗称轧边机,以便对翼缘边端给予压下并操控翼缘宽度。
H型钢厂家在实践轧制操作中,把这两座机架作为一组,使轧件往复经过若干次,或者是令轧件经过由几架全能机座和一两架轧边端机座组成的连轧机组,每道次施加必定的压下量,将坯料轧成所需规范形状和尺度的产品。在轧件的翼缘部位,由于水平辊旁边面与轧件之间有滑动,轧辊的磨损比较大。
为了确保重车后的轧辊能恢复原来的形状,应使粗轧机组上下水平辊的旁边面以及与其相对应的立辊外表呈3°~8°的倾角。为修正制品翼缘的倾角,设置制品全能轧机,又名全能精轧机,其水平辊旁边面与水平辊轴线垂直或有较小的倾斜角,一般不大于20°,立辊呈圆柱状。

用全能轧机轧制H型钢,轧件断面可得到较均匀的延伸,翼缘内外侧轧辊外表的速度差较小,可减轻产品的内应力及外形上的缺陷。适当改变全能轧机的水平辊和立辊的压下量,便能获得不同规范的H型钢。全能轧机的轧辊外形,形状简单,寿命长,轧辊的耗费可大为减少。全能轧机轧制H型钢的长处是:同一尺度系列只要腹板和翼缘的厚度尺度是改变的,其余部位尺度都是固定不变的。因而,同一全能孔型轧制的同一系列H型钢具有多种腹板和翼缘厚度尺度规范,使H型钢规范数量大为增加,为运用者挑选合适的尺度规范带来极大的方便。
H型钢厂家在无全能轧机的情况下,有时为了满意生产建设的急需,也可将普通二辊式轧机加装立辊结构,组成全能孔型轧制H型钢。用这种方式轧制H型钢,产品尺度精度低,翼缘同腹板之间难成直角,成本高,规范少,轧制柱材用H型钢极为困难,故运用者不多。上升主油缸至挨近高方位。轻缓操作翻转油缸手柄,至集装箱与车辆托盘平行方位。在挨近水平方位时注意操控速度,严禁速度过快。
横移集装箱至车辆托盘上方。下降主升降油缸使集装箱至车辆托盘上方高处100mm左右。(因集装箱装满货品且集装箱横移至车辆通道一侧,两边液压平衡阀所受压力不同,因侧重形成需要打开平衡锁阀的压力受重量影响。此刻操作换向阀手柄时要一次性拉到位,使平衡阀液压锁两边一起满压力一次性打开,防止两边因压差大出现两边锁阀一侧作业,另一侧因压力增大没有打开液压锁形成不同步现象。)
操作纵向及左右微调油缸使集装箱底部定位孔与车辆托盘定位销符合定位规范。然后将集装箱放置到车辆正确方位。
联系人:王总
手机:18703975678
电话:0371-55555256
0371-55555257
邮箱:553873857@qq.com
地址:河南省郑州市龙湖镇上湖建材大世界